
БНБ
"БСЭ" (95279)
- Photogallery
- Естественные науки - Математика - Технология
- Авиация и машиностроение
- Высокие технологии
- Вычислительная техника
- Нанотехнология
- Роботехника
- Энергетика
- Электроника
Нарезание резьбы
Определение "Нарезание резьбы" в Большой Советской Энциклопедии
 |
| Вихревое нарезание резьбы (схема) |
 |
| Нарезание резьбы (схема) |
Лит.: Барбашов Ф. А., Резьбофрезерные работы, 2 изд., М., 1970; Данилевский В. В., Технология машиностроения, М., 1972; Справочник технолога машиностроителя, 3 изд., т. 1-2, М., 1972.
А. Ф. Дубровский.
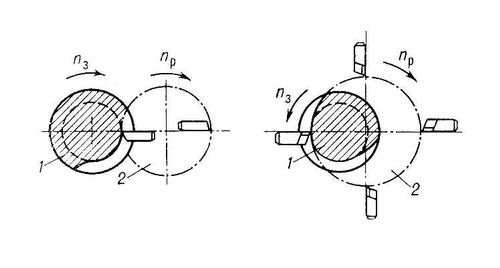
Рис. 2. Схема вихревого нарезания резьбы: а - методом схватывания; б - методом огибания; 1 - заготовка; 2 - резцовая головка; nз - направление вращения заготовки; np - направление вращения резцовой головки.
S - величина подачи резца, равная шагу резьбы; Sp - радиальная подача; SБ - боковая подача." href="/a_pictures/18/10/269301901.jpg">S - величина подачи резца, равная шагу резьбы; Sp - радиальная подача; SБ - боковая подача."http://sulphur.atomistry.com/">S - величина подачи резца, равная шагу резьбы; Sp - радиальная подача; SБ - боковая подача." src="a_pictures/18/10/th_269301901.jpg">
Рис. 1. Схема нарезания резьбы на токарном станке: а - по профильной схеме резания; б - по генераторной схеме; 1 - резьбовой профиль; 2 - резец; S - величина подачи резца, равная шагу резьбы; Sp - радиальная подача; SБ - боковая подача.
| "БСЭ" >> "Н" >> "НА" >> "НАР" >> "НАРЕ" |
Статья про "Нарезание резьбы" в Большой Советской Энциклопедии была прочитана 546 раз
| Пицца в сковороде |
| Вкуснейшие куриные леденцы |
TOP 20
- Лемке Михаил Константинович
- Сульфгидрильные группы
- «Казарменный коммунизм»
- Глициния
- Японское море
- Периодическая система элементов
- Башкирская Автономная Советская Социалистическая Республика
- Иммунитет (историч.)
- Андаманское море
- Сенсуализм
- «Сообразительный»
- Звёздная астрономия
- Балкано-кавказская раса
- Ямполь (пос. гор. типа в Донецкой обл.)
- Навигация (морск.)
- Кульчицкая Елена Львовна
- Мандельштама - Бриллюэна рассеяние
- Театральные учебные заведения
- Электрическая постоянная
- Энсор Джеймс